

聯系電話:13950054212
+
 微信號:這個位置寫微信號
微信號:這個位置寫微信號

微信號:這個位置寫微信號





關于鈑金加工的基本工序
來源:www.sysyf.cn 發布時間:2025年04月12日
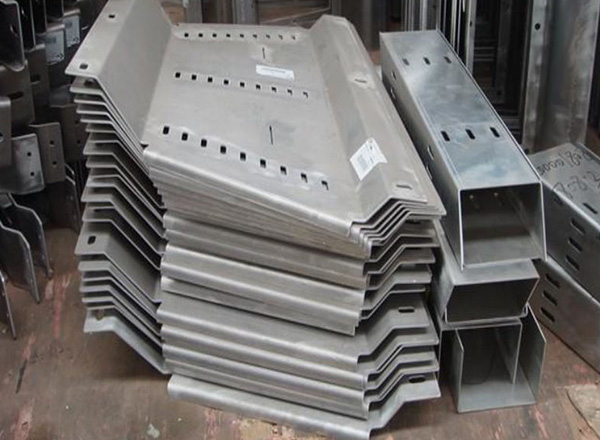
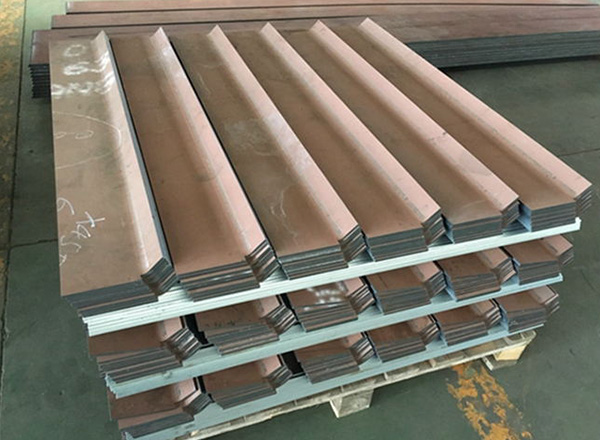
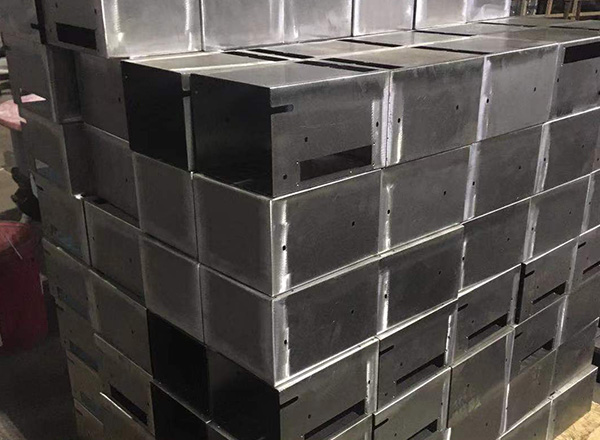
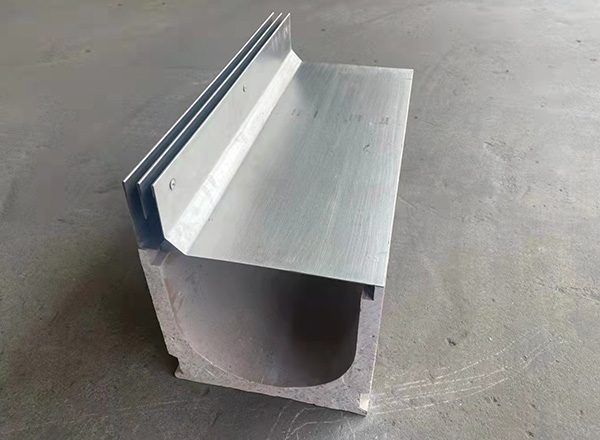
福州哪里有鈑金加工廠?鈑金加工是一種常見的金屬加工工藝,廣泛應用于各個領域。它通過對金屬板材進行一系列的加工工序,將其轉化為各種形狀和用途的零件。下面將詳細介紹鈑金加工的基本工序。

## 一、下料
下料是鈑金加工的一步,其目的是將原材料板材按照所需的尺寸和形狀進行切割。常見的下料方法有以下幾種:
1. **剪板機下料**:這是基本的下料方式之一,通過剪板機的上下刀片相對運動,將板材切斷。適用于較薄的板材,切割精度相對較低,但效率較高。
2. **激光切割**:利用高能量密度的激光束對板材進行熔化或汽化,從而實現切割。激光切割具有切割精度高、切口光滑、可切割復雜形狀等優點,廣泛應用于高精度鈑金件的加工。
3. **數控沖床下料**:通過數控程序控制沖床的模具,對板材進行沖孔、落料等操作。數控沖床下料適用于批量生產,能夠快速、準確地加工出各種形狀的孔和輪廓。
## 二、折彎
折彎是將下料后的板材通過折彎機等設備,按照設計要求彎曲成所需的角度和形狀。折彎過程中需要注意以下幾點:
1. **折彎順序**:合理安排折彎順序可以減少板材的回彈,提高折彎精度。一般先折外角,再折內角,折特殊形狀。
2. **折彎角度控制**:通過調整折彎機的模具和壓力,確保折彎角度符合設計要求。折彎角度的精度直接影響到鈑金件的裝配和使用性能。
3. **回彈補償**:由于板材在折彎過程中會產生回彈現象,因此需要在折彎前對模具進行適當的補償,以保證折彎角度符合要求。
## 三、焊接
焊接是將折彎后的鈑金件通過焊接工藝連接在一起,形成一個完整的部件。常見的焊接方法有以下幾種:
1. **電弧焊**:利用電弧產生的高溫將焊條和焊件熔化,從而實現焊接。電弧焊適用于各種金屬材料的焊接,焊接強度高,但焊接變形較大。
2. **氣體保護焊**:如二氧化碳氣體保護焊、氬弧焊等,通過氣體保護電弧,防止空氣中的氧氣和氮氣對焊接區域的氧化,提高焊接質量。氣體保護焊焊接變形小,焊接速度快,廣泛應用于鈑金加工中。
3. **電阻焊**:利用電流通過焊件時產生的電阻熱,使焊件局部加熱到塑性狀態,然后在壓力作用下形成焊接接頭。電阻焊適用于焊接薄板和有色金屬,焊接質量高,生產效率快。
## 四、表面處理
表面處理是為了提高鈑金件的耐腐蝕性、美觀性和耐磨性等性能。常見的表面處理方法有以下幾種:
1. **噴漆**:將油漆噴涂在鈑金件表面,形成一層保護膜。噴漆可以根據客戶的需求選擇不同的顏色和漆種,使鈑金件外觀更加美觀。
2. **電鍍**:通過電化學方法在鈑金件表面沉積一層金屬鍍層,如鍍鋅、鍍鉻、鍍鎳等。電鍍可以提高鈑金件的耐腐蝕性和耐磨性,同時還能增加其表面光澤度。
3. **鈍化**:對鈑金件進行化學處理,使其表面形成一層致密的氧化膜,從而提高其耐腐蝕性。鈍化處理常用于不銹鋼鈑金件的表面處理。
## 五、裝配
裝配是將經過加工和表面處理后的鈑金件組裝成一個完整的產品。在裝配過程中,需要注意以下幾點:
1. **零件清洗**:在裝配前,對各個鈑金零件進行清洗,去除表面的油污、灰塵等雜質,以保證裝配質量。
2. **零件定位**:按照設計要求,將各個鈑金零件準確地定位在相應的位置上,確保裝配精度。
3. **連接固定**:使用螺栓、螺母、鉚釘等連接件將各個鈑金零件固定在一起,形成一個牢固的整體。
鈑金加工的基本工序包括下料、折彎、焊接、表面處理和裝配等。每個工序都需要嚴格控制質量,確保產品符合設計要求。通過合理的工藝安排和先進的加工設備,可以提高鈑金加工的效率和質量,滿足不同客戶的需求。
## 一、下料
下料是鈑金加工的一步,其目的是將原材料板材按照所需的尺寸和形狀進行切割。常見的下料方法有以下幾種:
1. **剪板機下料**:這是基本的下料方式之一,通過剪板機的上下刀片相對運動,將板材切斷。適用于較薄的板材,切割精度相對較低,但效率較高。
2. **激光切割**:利用高能量密度的激光束對板材進行熔化或汽化,從而實現切割。激光切割具有切割精度高、切口光滑、可切割復雜形狀等優點,廣泛應用于高精度鈑金件的加工。
3. **數控沖床下料**:通過數控程序控制沖床的模具,對板材進行沖孔、落料等操作。數控沖床下料適用于批量生產,能夠快速、準確地加工出各種形狀的孔和輪廓。
## 二、折彎
折彎是將下料后的板材通過折彎機等設備,按照設計要求彎曲成所需的角度和形狀。折彎過程中需要注意以下幾點:
1. **折彎順序**:合理安排折彎順序可以減少板材的回彈,提高折彎精度。一般先折外角,再折內角,折特殊形狀。
2. **折彎角度控制**:通過調整折彎機的模具和壓力,確保折彎角度符合設計要求。折彎角度的精度直接影響到鈑金件的裝配和使用性能。
3. **回彈補償**:由于板材在折彎過程中會產生回彈現象,因此需要在折彎前對模具進行適當的補償,以保證折彎角度符合要求。
## 三、焊接
焊接是將折彎后的鈑金件通過焊接工藝連接在一起,形成一個完整的部件。常見的焊接方法有以下幾種:
1. **電弧焊**:利用電弧產生的高溫將焊條和焊件熔化,從而實現焊接。電弧焊適用于各種金屬材料的焊接,焊接強度高,但焊接變形較大。
2. **氣體保護焊**:如二氧化碳氣體保護焊、氬弧焊等,通過氣體保護電弧,防止空氣中的氧氣和氮氣對焊接區域的氧化,提高焊接質量。氣體保護焊焊接變形小,焊接速度快,廣泛應用于鈑金加工中。
3. **電阻焊**:利用電流通過焊件時產生的電阻熱,使焊件局部加熱到塑性狀態,然后在壓力作用下形成焊接接頭。電阻焊適用于焊接薄板和有色金屬,焊接質量高,生產效率快。
## 四、表面處理
表面處理是為了提高鈑金件的耐腐蝕性、美觀性和耐磨性等性能。常見的表面處理方法有以下幾種:
1. **噴漆**:將油漆噴涂在鈑金件表面,形成一層保護膜。噴漆可以根據客戶的需求選擇不同的顏色和漆種,使鈑金件外觀更加美觀。
2. **電鍍**:通過電化學方法在鈑金件表面沉積一層金屬鍍層,如鍍鋅、鍍鉻、鍍鎳等。電鍍可以提高鈑金件的耐腐蝕性和耐磨性,同時還能增加其表面光澤度。
3. **鈍化**:對鈑金件進行化學處理,使其表面形成一層致密的氧化膜,從而提高其耐腐蝕性。鈍化處理常用于不銹鋼鈑金件的表面處理。
## 五、裝配
裝配是將經過加工和表面處理后的鈑金件組裝成一個完整的產品。在裝配過程中,需要注意以下幾點:
1. **零件清洗**:在裝配前,對各個鈑金零件進行清洗,去除表面的油污、灰塵等雜質,以保證裝配質量。
2. **零件定位**:按照設計要求,將各個鈑金零件準確地定位在相應的位置上,確保裝配精度。
3. **連接固定**:使用螺栓、螺母、鉚釘等連接件將各個鈑金零件固定在一起,形成一個牢固的整體。
鈑金加工的基本工序包括下料、折彎、焊接、表面處理和裝配等。每個工序都需要嚴格控制質量,確保產品符合設計要求。通過合理的工藝安排和先進的加工設備,可以提高鈑金加工的效率和質量,滿足不同客戶的需求。
上一條:
金屬激光切割的規范要求
下一條:
鋼板激光切割有哪些工藝





 添加微信
添加微信
 電話咨詢
電話咨詢
